
La saldatura selettiva: cos’è, come funziona e quando usarla.
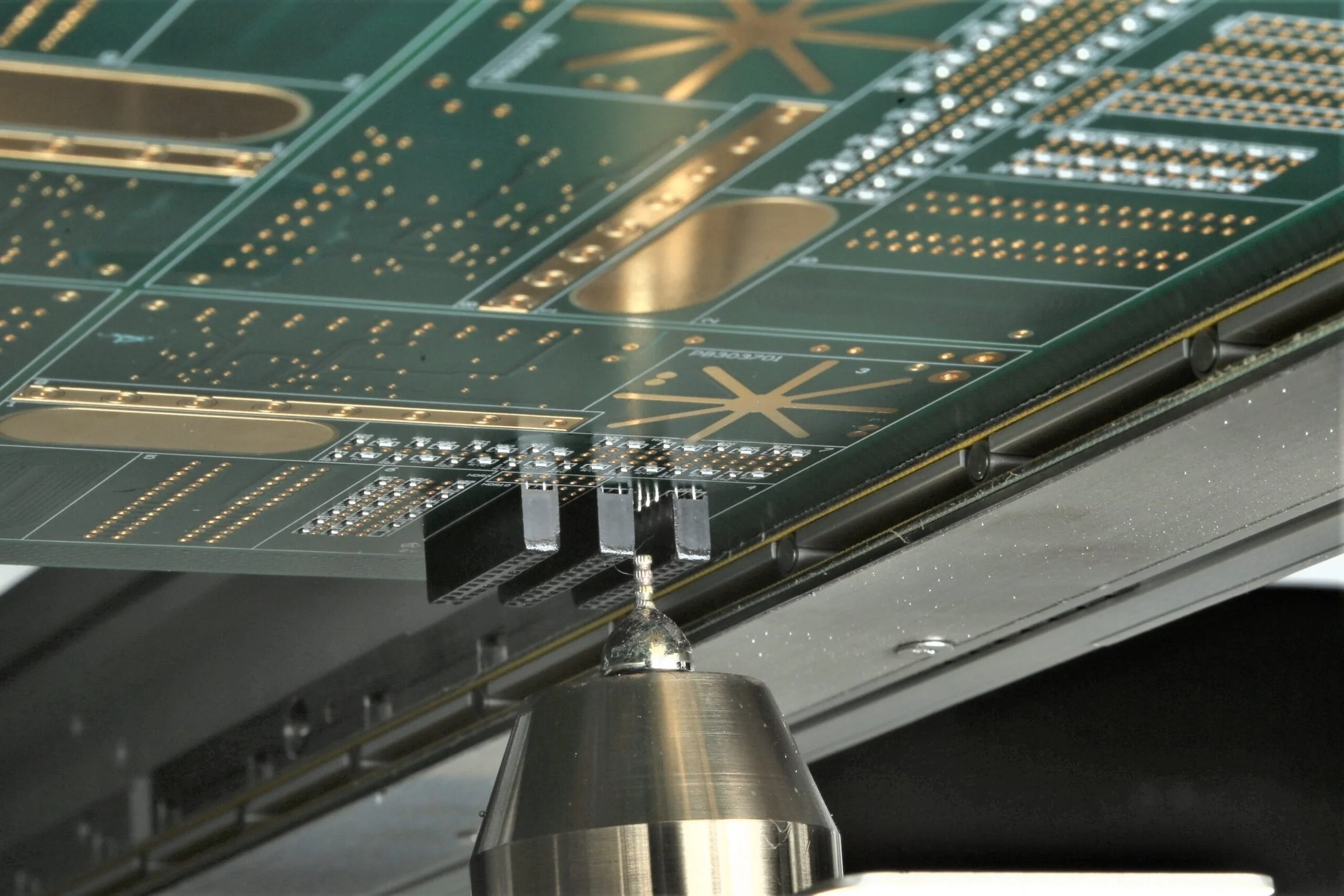
Particolare del momento di saldatura selettiva nella macchina Orissa Synchrodex di Pillarhouse
La saldatura dei componenti è uno dei processi più critici nell'assemblaggio di schede elettroniche. È il momento in cui i componenti diventano parte del circuito: un giunto ben eseguito garantisce continuità elettrica, resistenza meccanica e affidabilità nel tempo. Un giunto difettoso — anche se invisibile all'occhio — può causare malfunzionamenti intermittenti, guasti prematuri o problemi di sicurezza in applicazioni critiche.
Con l'evoluzione delle schede elettroniche verso densità sempre maggiori e la coesistenza di tecnologie diverse sullo stesso PCB, il processo di saldatura è diventato più complesso. Scegliere il metodo giusto non è solo una questione tecnica: è una decisione che impatta direttamente sulla qualità del prodotto finito, sui costi di produzione e sulla capacità di scalare la produzione nel tempo.
SMD e PTH sulla stessa scheda: la sfida
Nelle linee di produzione elettronica moderna convivono sempre più spesso schede con componenti SMD (Surface Mount Device) e componenti PTH (Pin Through Hole). Questa combinazione — le cosiddette schede miste o mixed technology — pone una sfida concreta al processo di saldatura:
come saldare i componenti PTH senza esporre al calore i componenti SMD già assemblati?
La risposta, in molti contesti produttivi, è la saldatura selettiva. Un processo che permette di saldare con precisione solo i punti necessari, riducendo i rischi termici, eliminando la necessità di mascherature e offrendo una ripetibilità difficile da ottenere con altri metodi.
1. Cos'è la saldatura selettiva
La saldatura selettiva è un processo di saldatura automatizzato che applica la lega fusa esclusivamente sui pin PTH selezionati, senza interessare il resto della scheda. A differenza della saldatura a onda — che espone l'intera superficie inferiore del PCB al pozzetto di lega fusa — la saldatura selettiva interviene in modo chirurgico, punto per punto o zona per zona.
Il termine "selettiva" descrive proprio questa caratteristica: la capacità di scegliere con precisione dove intervenire, rispettando i componenti SMD già saldati, le aree sensibili al calore e le geometrie complesse della scheda.
2. Come funziona: le fasi del processo
Il processo di saldatura selettiva si articola in tre fasi principali, eseguite in sequenza o in parallelo in modo automatica dalla macchina in funzione del modello:
Applicazione del flussante
Prima della saldatura viene applicato il flussante sui punti da saldare. Il flussante rimuove l’ossidazione dalle pad e dai terminali del componente, favorendo la bagnabilità alla lega fusa. L'applicazione può avvenire tramite ugello a goccia (drop jet fluxer) o spray selettivo, con precisione millimetrica.
Rendering applicazione flussante
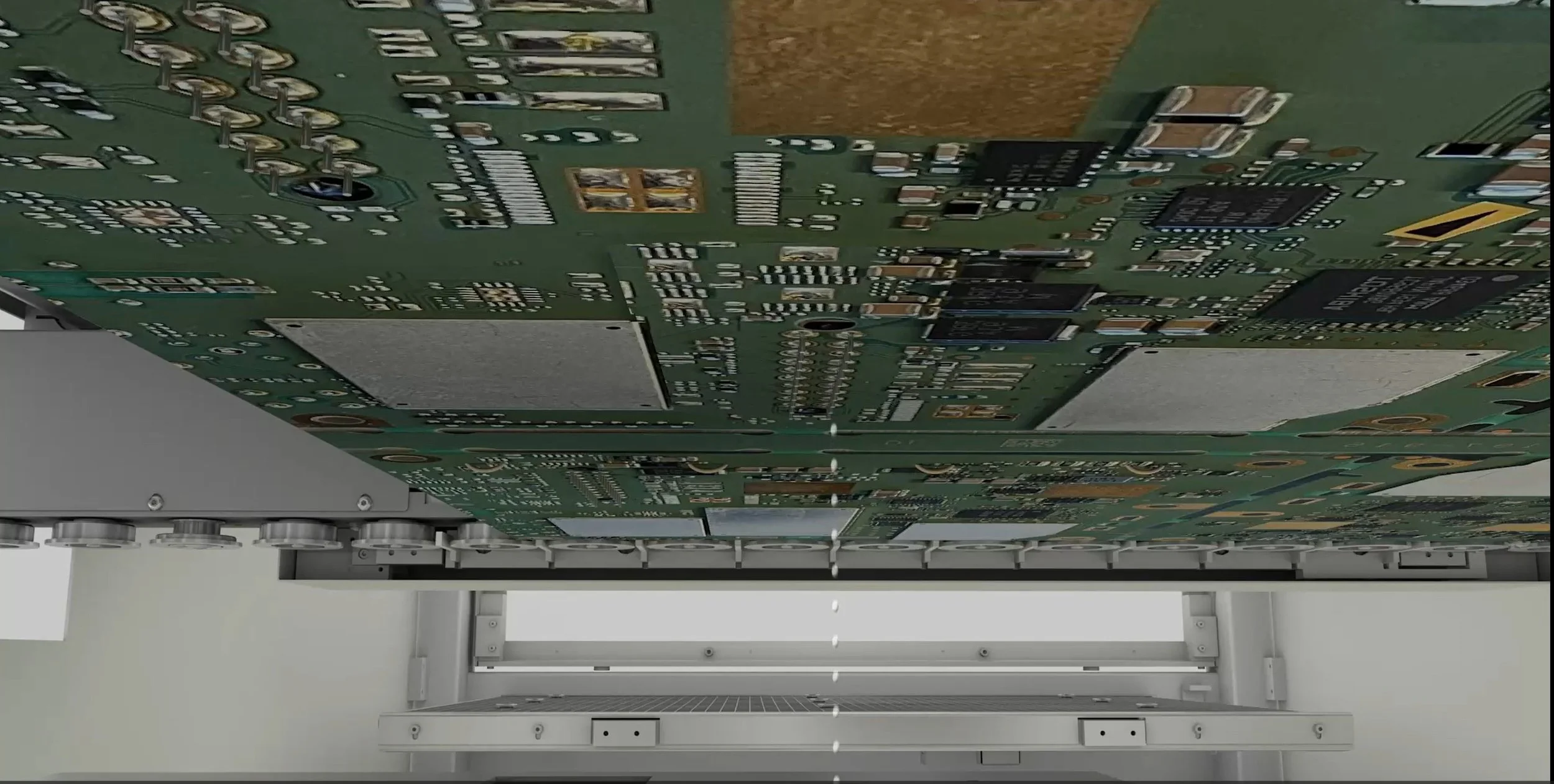
Preriscaldo
La scheda viene preriscaldata per ridurre lo shock termico durante la saldatura, attivare il flussante e portare i pin e le pad a una temperatura più vicina a quella di processo. Il preriscaldo avviene tipicamente con pannelli infrarossi o a convezione forzata. Un preriscaldo corretto in questa fase e il mantenimento costante della temperatura della scheda è determinante per la qualità del giunto finale.
Preriscaldo della scheda nel processo di saldatura selettiva
Saldatura
La saldatura avviene tramite uno o più ugelli miniaturizzati che generano una mini-onda di lega fusa. L'ugello si posiziona sotto i punti da saldare con precisione gestito dal programma, li bagna per il tempo necessario e poi si sposta al punto successivo. Alcuni sistemi dispongono di più ugelli per ridurre i tempi di ciclo.
Il risultato è un giunto pulito, uniforme e tracciabile, senza residui indesiderati sulle zone circostanti.

Fase di saldatura selettiva
3. Saldatura selettiva vs saldatura a onda: quando scegliere l'una o l'altra
La saldatura a onda è un processo consolidato: la scheda viene immersa parzialmente in un'onda di lega fusa che investe l'intera superficie inferiore del PCB. È un processo efficiente per schede con molti componenti PTH standard, ma presenta un limite: se la scheda ha componenti SMD su entrambi i lati e non possono essere incollati la lega viene applicata ovunque, anche dove non è necessaria. Con la saldatrice a onda è impossibile avere selettività e comporta una serie di costi operativi spesso sottovalutati:
• Consumo elevato di lega, flussante, energia e azoto.
• Necessità di mascherare le aree sensibili con protezioni o maschere dedicate — costose, da progettare, produrre e mantenere.
• Pulizia periodica delle protezioni, delle, maschere di saldatura o dei carrelli.
• Maggiori rilavorazioni post-saldatura, dovuta alla difficoltà nella gestione del processo ideale per tipologia giunto di saldatura
La saldatura selettiva supera queste limitazioni operando in modo chirurgico: ogni giunto viene saldato individualmente, con parametri di flussante e tempo di saldatura programmati e monitorati punto per punto. È l'unico metodo utilizzabile per saldare componenti PTH su assemblaggi a con componenti SMD su entrambi i lati già saldati in reflow.
4. I vantaggi della saldatura selettiva
Rispetto alla saldatura a onda, la saldatura selettiva offre vantaggi tecnici e operativi misurabili:
• Eliminazione di protezioni e maschere dedicate — riduzione diretta dei costi di attrezzaggio e dei tempi di cambio produzione.
• Controllo termico preciso — ogni giunto riceve solo il calore necessario, senza rischi di surriscaldamento dei componenti circostanti.
• Ripetibilità di processo garantita — i parametri vengono memorizzati e richiamati a ogni cambio prodotto, eliminando la variabilità operatore.
• Riduzione della rilavorazione post-saldatura — meno difetti, meno interventi manuali.
• Compatibilità con leghe lead-free e processi reflow.
5. Quando usare la saldatura selettiva
La saldatura selettiva è la scelta più indicata in questi scenari produttivi:
• Schede miste con componenti SMD su entrambi i lati + PTH con componenti posizionati dopo il reflow — la configurazione più comune che giustifica l'adozione del processo.
• Produzione ad alto mix, dove la varietà di prodotti richiede flessibilità e cambio programma rapido senza modifiche meccaniche.
• Componenti PTH in prossimità di aree sensibili, come connettori, relè o componenti elettromeccanici che non tollerano l'esposizione prolungata al calore.
• Sostituzione della saldatura manuale su produzioni in crescita dove la variabilità operatore non è più accettabile.
6. Difetti più comuni nella saldatura selettiva
Anche la saldatura selettiva richiede un controllo accurato del processo.
I difetti più comuni sono spesso legati a parametri termici, quantità di flussante o geometria del PCB (distanza tra componenti PTH e SMD).
Tra i problemi più frequenti:
• Riempimento insufficiente del foro metallizzato
• Eccesso o insufficienza di lega
• Ponti di saldatura tra pin ravvicinati
• Mancata bagnatura del terminale
• Residui di flussante eccessivi
• Surriscaldamento localizzato di componenti sensibili
Nella maggior parte dei casi, questi difetti possono essere prevenuti attraverso una corretta programmazione dei parametri macchina, il controllo del profilo di preriscaldo e la scelta appropriata di lega e flussante. Come approfondito nel capitolo successivo, il monitoraggio continuo del processo è lo strumento più efficace per mantenere la qualità nel tempo.
7. Qualità del giunto e controllo di processo
La qualità di un giunto di saldatura dipende da più variabili di processo: temperatura della lega, profilo di preriscaldo, tempo di contatto del pin e della pad con l’onda, velocità di distacco dell'ugello.
Una macchina ben configurata e programmata produce giunti ripetibili, con caratteristiche comparabili — ad un giunto di saldatura realizzato manualmente da un operatore esperto.
La verifica della qualità avviene tipicamente tramite:
• Ispezione ottica automatica (AOI) sul lato di saldatura, per rilevare difetti superficiali come corti, giunti freddi o insufficienza di lega.
• Ispezione a raggi X (AXI/MXI) per giunti nascosti o in presenza di componenti con terminali non visibili.
• Cross-section (sezionamento) per analisi distruttiva in fase di validazione del processo.
Il monitoraggio continuo dei parametri di processo — temperature, portata del flussante, altezza dell'onda — è fondamentale per mantenere la qualità costante nel tempo. I sistemi moderni registrano questi dati per ogni scheda prodotta, garantendo tracciabilità completa.
8. Leghe e materiali per la saldatura selettiva
Le leghe più utilizzate nella saldatura selettiva sono: SN100C (Sn99.3% Cu0.7% Ni 0.05% Ge Tracce minime) SAC305 (Sn96,5Ag3Cu0,5) per applicazioni lead-free standard, oppure leghe specifiche per applicazioni a bassa temperatura o alta affidabilità.
Il flussante è un elemento critico: deve garantire buona attivazione sui terminali PTH, compatibilità con la lega utilizzata e residui non corrosivi o facilmente rimovibili a seconda del processo (no-clean o wash-off). La scelta del flussante corretto influisce direttamente sulla qualità della bagnatura e sull'affidabilità del giunto nel tempo.
Nelle saldatrici selettive tipicamente viene usato flussante base alcool.
La corretta gestione dei materiali di consumo — lega, flussante, parametri di ricambio — è parte integrante del controllo del processo di saldatura selettiva.
9. Saldatura selettiva e standard IPC
I criteri di accettabilità dei giunti saldati sono definiti dallo standard IPC-A-610 (Acceptability of Electronic Assemblies), il riferimento internazionale per la qualità negli assemblaggi elettronici. Le classi di accettabilità — Classe 1, 2 e 3 — definiscono requisiti crescenti in funzione dell'applicazione (consumer, industriale, aerospace/medicale).
Per i processi di saldatura, lo standard J-STD-001 (Requirements for Soldering Electrical and Electronic Assemblies) definisce i requisiti di processo e materiali.
La conformità a questi standard è spesso richiesta dai clienti finali e rappresenta un parametro di qualità misurabile e certificabile.
10. La saldatura selettiva con Pillarhouse
Quando il processo richiede ripetibilità, controllo termico e flessibilità produttiva, la scelta della piattaforma di saldatura diventa determinante.
Pillarhouse è uno dei principali produttori mondiali di sistemi di saldatura selettiva. Cabiotec distribuisce Pillarhouse in Italia con una gamma completa che copre esigenze diverse per volume, dimensione scheda e configurazione di linea — dalle soluzioni in linea a singolo ugello o ugello multipolo ad alta produttività fino alle macchine a caricamento manuale per piccole serie e prototipi.
→ Scopri le saldatrici selettive in linea Pillarhouse
→ Scopri le saldatrici selettive con caricamento della scheda manuale Pillarhouse
Stai valutando di introdurre la saldatura selettiva nella tua linea, o vuoi capire se può sostituire un processo manuale o a onda esistente?
Domande frequenti sulla saldatura selettiva (FAQ)
Cos'è la saldatura selettiva?
La saldatura selettiva è un processo automatizzato che salda componenti PTH (Pin Through Hole) in modo mirato, punto per punto, senza esporre l'intera scheda alla lega fusa.
È il metodo più indicato per schede miste che montano componenti SMD su entrami i lati (Top and Bottom) che PTH.
Qual è la differenza tra saldatura selettiva e saldatura a onda?
Nella saldatura a onda l'intera superficie inferiore della scheda viene esposta alla lega fusa.
Nella saldatura selettiva interviene solo con uno o più ugelli miniaturizzati sui punti programmati.
Il risultato: nessuna mascheratura, maggiore qualità, meno rilavorazioni, ogni giunto ha i suoi parametri ideali (possono variare in funzione della massa o della dimensione del pin).
Cambio prodotto con il semplice richiamo di un programma.
In quante fasi si articola il processo di saldatura selettiva?
Tre fasi: applicazione del flussante sui punti da saldare, preriscaldo della scheda, saldatura con ugello a mini-onda. Ogni fase è controllata in modo indipendente e tracciabile.
Quando conviene usare la saldatura selettiva invece della saldatura a onda?
Quando la scheda monta componenti SMD già saldati in reflow su entrambi i lati, quando i componenti PTH sono pochi o in zone specifiche, in produzione ad alto mix e basso volume, o quando si vuole eliminare la saldatura manuale mantenendo ripetibilità di processo.
Quali standard regolano la qualità della saldatura selettiva?
I criteri di accettabilità dei giunti sono definiti dall'IPC-A-610. I requisiti di processo e materiali sono definiti dal J-STD-001. Entrambi gli standard prevedono tre classi di accettabilità in funzione dell'applicazione.
Dove si può vedere una saldatura selettiva in funzione in Italia?
Cabiotec, distributore Pillarhouse in Italia, dispone di un'area demo a Milano (Via Romolo Bitti 6) dove è possibile prenotare sessioni su appuntamento con le proprie schede.