
Ispezione del PCBA: tutte le tecnologie a confronto. Quale serve davvero al tuo processo?
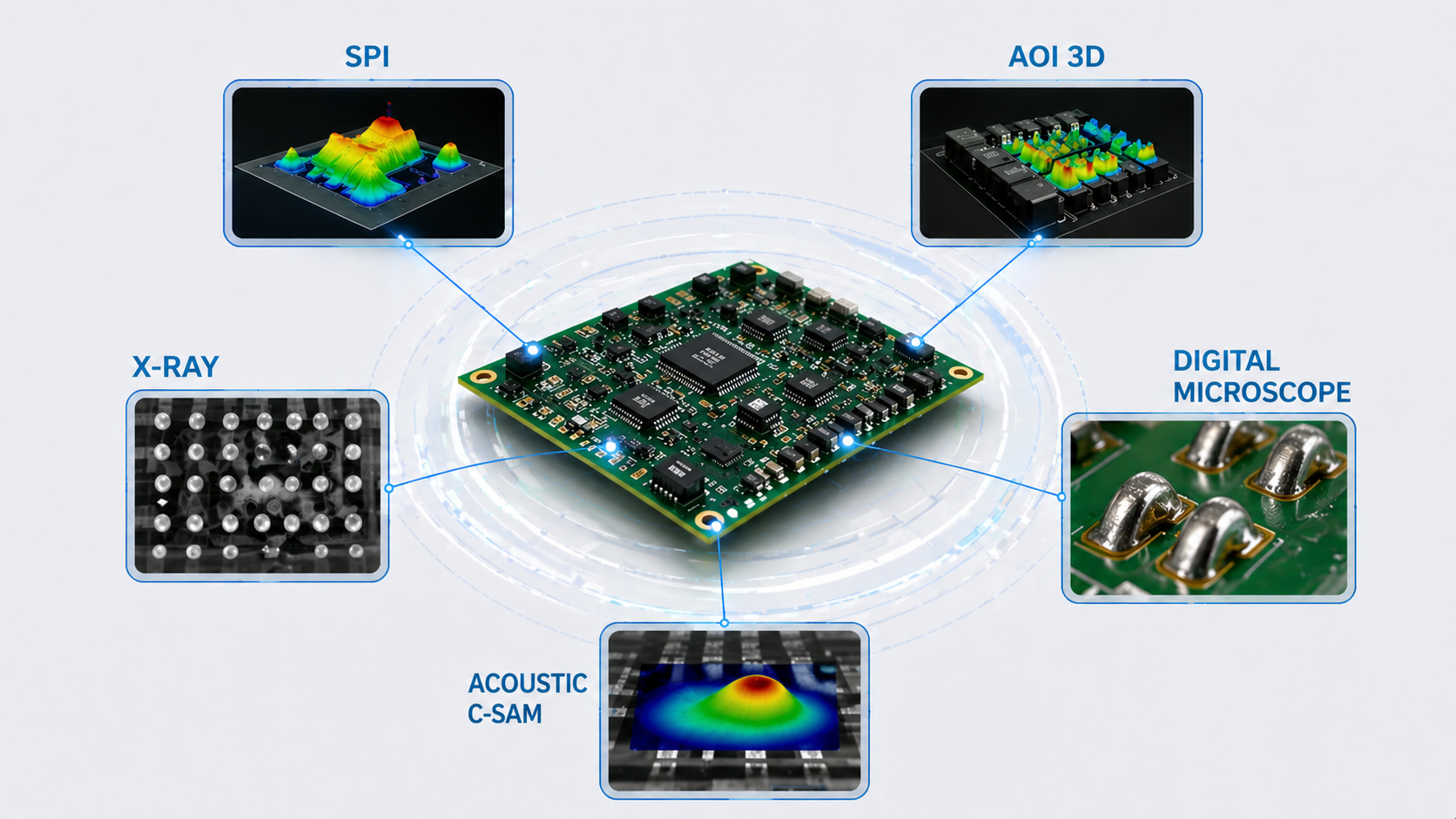
Tecnologie di ispezione a confronto. SPI, AOI 3D, X-ray, Ispezione acustica (C-SAM) e microscopio digitale: ogni tecnologia vede un difetto diverso e contribuisce al controllo qualità del processo SMT.
Un difetto che arriva al cliente non è mai un problema di sfortuna. È quasi sempre un problema di processo — e di ispezione mancata.
Oggi esistono tecnologie diverse per ispezionare un PCBA: ispezione della pasta saldante (SPI), ispezione ottica automatica 3D (AOI), ispezione radiografica (X-ray), ispezione acustica (C-SAM), microscopio digitale. Ognuna vede qualcosa che le altre non vedono. Capire quando usare quale — e perché — è la base per costruire un processo di controllo qualità efficace.
Questo articolo è pensato per responsabili di produzione e quality manager che vogliono orientarsi tra le opzioni disponibili senza affidarsi solo alle brochure dei costruttori.
Perché l'ispezione non è la fase finale — è il meccanismo di controllo
L'ispezione non è il controllo che si fa alla fine per vedere se tutto è andato bene. È il meccanismo di retroazione che permette di capire dove il processo sta cedendo e di intervenire prima che il problema si moltiplichi.
Un difetto rilevato in linea durante la produzione ha un costo di pochi centesimi. Lo stesso difetto che arriva al cliente può costare centinaia di euro tra resi, rilavorazioni, garanzie e danni alla reputazione. La differenza tra i due scenari si chiama ispezione.
La regola pratica è questa: ogni fase in cui un difetto supera un punto di controllo moltiplica il costo di correzione di circa 10 volte. Rilevarlo durante la serigrafia costa secondi. Rilevarlo al collaudo finale costa ore. Rilevarlo dal cliente — spesso — non è recuperabile.
1. Ispezione della pasta saldante (SPI) — il primo punto di controllo
L'SPI si colloca immediatamente dopo la serigrafia, prima che i componenti vengano posizionati. È il momento in cui costa meno intervenire — e quello in cui si possono prevenire la maggior parte dei difetti di saldatura.
Un sistema SPI 3D non scatta una fotografia della pasta depositata — la misura. Per ogni pad calcola il volume di pasta depositata, l'altezza del deposito, l'area coperta e la posizione rispetto al pad. Questi quattro parametri insieme descrivono la salute del processo di serigrafia con una precisione che nessun controllo visivo può raggiungere.
Un operatore esperto vede un deposito che sembra accettabile. Il sistema SPI misura che quel deposito ha il 60% del volume nominale — e segnala l'anomalia prima che diventi un difetto di saldatura.
SPI e AOI: la correlazione che chiude il ciclo
SPI e AOI non sono sistemi indipendenti — sono i due punti di misura dello stesso processo. Quando vengono connessi, un difetto rilevato dall'AOI dopo la saldatura viene tracciato a ritroso fino ai dati SPI della stessa scheda. Si capisce se la causa era nella serigrafia o altrove. Senza questa correlazione, si sa che c'è un difetto — ma non dove è nato.
2. Ispezione ottica automatica 3D (AOI) — il principale punto di controllo dopo la saldatura
Un sistema AOI 3D scansiona ogni scheda prodotta, misura componenti e giunzioni in tre dimensioni e confronta i risultati con criteri di accettazione definiti in fase di programmazione. L'obiettivo non è solo identificare il difetto, ma rendere il processo misurabile e ripetibile.
A differenza dei sistemi 2D — che confrontano immagini — l'AOI 3D misura grandezze reali con risoluzione micrometrica. Questo riduce la dipendenza da riflessi, colori e illuminazione, producendo risultati più stabili e meno soggetti a variabilità.
Cosa rileva un sistema AOI 3D:
• Presenza e corretto posizionamento dei componenti
• Polarità e orientamento
• Qualità dei giunti di saldatura — cold joint, ponte di saldatura, tombstoning
• Altezza e geometria dei componenti
• Componenti mancanti o sbagliati
La programmazione generativa: il cambiamento più importante degli ultimi anni
Il principale limite operativo dei sistemi AOI è sempre stato il tempo di programmazione. Nel modello tradizionale, ogni nuovo prodotto richiedeva una golden board, una libreria da costruire da zero e un tecnico specializzato. Giorni di lavoro per ogni nuovo codice.
I sistemi di nuova generazione introducono la programmazione generativa: il programma di ispezione viene generato autonomamente dai dati della macchina pick & place e da una prima scansione della scheda reale. Nessuna golden board, nessuna libreria manuale.
I sistemi di programmazione generativa consentono di creare un programma di ispezione completo in circa 10 minuti, contro giorni con il metodo tradizionale. Per chi introduce molti nuovi prodotti ogni anno, l'impatto si accumula rapidamente.
Il problema dei falsi positivi — e come si risolve
Un programma AOI non ottimizzato genera falsi positivi: anomalie segnalate che non sono difetti reali. Ogni falso positivo è tempo di verifica sottratto alla produzione.
I sistemi AOI moderni integrano funzioni di monitoraggio delle performance del programma che segnalano possibili falsi positivi, parametri non ottimizzati e aree di debolezza nel controllo. Alcuni sistemi supportano l'operatore nella messa a punto del programma, contribuendo a ridurre significativamente i falsi difetti.
Attenzione: il programma di ispezione invecchia con il processo. Se cambia la pasta saldante, viene sostituita una lamina o il forno viene ricalibrato, le tolleranze vanno ricalibrate. Un programma non aggiornato genera falsi allarmi — o peggio, lascia passare difetti reali.
3. Ispezione radiografica (X-ray) — quello che l'ottica non può vedere
L'ispezione ottica, per quanto avanzata, ha un limite fisico: non può vedere sotto i componenti. I void nei giunti di saldatura BGA, i ponti nascosti sotto i package QFN, il riempimento dei fori PTH, i difetti nelle pad termiche dei componenti di potenza — tutti invisibili a qualsiasi sistema ottico.
L'ispezione radiografica elimina questo limite. I raggi X attraversano il componente e rivelano la struttura interna della giunzione in modo non distruttivo.
I void nelle giunzioni — quando diventano un problema
I void sono bolle d'aria intrappolate nel giunto di saldatura durante il processo di rifusione. Non sono sempre un problema — dipende dalla loro posizione, dimensione e dall'applicazione finale.
Lo standard IPC-7095 definisce i limiti di accettabilità: 25% di area void per pad nell'uso generale, 10-15% per applicazioni automotive e medicale. Senza un sistema X-ray, non è possibile né misurare né documentare la conformità.
I sistemi X-ray moderni con intelligenza artificiale analizzano automaticamente la percentuale di void per ogni pad BGA e producono il report di conformità IPC pass/fail — senza parametrizzazione manuale da parte dell'operatore.
MXI e AXI: due approcci diversi per esigenze diverse
Non tutti i sistemi X-ray sono uguali. Esistono due categorie principali con utilizzi complementari:
• MXI (Manual X-ray Inspection): sistema off-line dove l'operatore posiziona il campione e analizza le immagini. Risoluzione fino a 0,95 µm. Ideale per failure analysis, qualifica di processo, analisi di campioni specifici e R&D.
• AXI (Automated X-ray Inspection): sistema inline automatico che ispeziona ogni scheda direttamente in linea di produzione, senza operatore. Risoluzione 3-4 µm/pixel, ottimizzata per velocità e copertura al 100%.
I due sistemi non si escludono — in molti contesti produttivi coesistono. L'AXI ispeziona il 100% della produzione in linea; l'MXI viene usato fuori linea per la failure analysis sui difetti rilevati dall'AXI e per la qualifica di nuovi processi.
4. Ispezione acustica (C-SAM) — complementare all'X-ray
L'ispezione acustica — tecnicamente definita Acoustic Micro Imaging (AMI) o C-SAM — utilizza ultrasuoni ad alta frequenza per rilevare discontinuità alle interfacce interne dei materiali. Opera su un principio fisico completamente diverso dall'X-ray.
L'X-ray rileva variazioni di densità — eccelle sull'analisi dei void nei giunti di saldatura metallica. Il C-SAM rileva discontinuità alle interfacce tra materiali — eccelle sulla delaminazione nei package plastici e sui difetti di die attach. Le due tecnologie si completano e non si sostituiscono.
Il mezzo di trasmissione è l'acqua deionizzata, necessaria perché l'ultrasuono non si propaga nell'aria. Il campione viene immerso oppure raggiunto da un getto d'acqua controllato per i componenti sensibili ai liquidi. Il C-SAM è uno strumento da laboratorio qualità o R&D, non da linea di produzione.
Cosa rileva il C-SAM che l'X-ray non vede
L'ispezione acustica è lo strumento di riferimento per difetti non visibili né all'ottica né all'X-ray:
• Delaminazione nei package plastici — BGA, moduli di potenza, LED ad alta potenza
• Void nel die attach — lo strato adesivo tra chip e substrate, critico per la conduttività termica
• Difetti di incapsulamento in resine epossidiche e compound protettivi
• Cricche interne in substrati ceramici, compositi e materiali fotovoltaici
I settori che ricorrono più frequentemente al C-SAM sono automotive (moduli IGBT e di potenza), medicale, aerospazio e produzione di semiconduttori — ovunque un difetto di delaminazione non rilevato possa causare un guasto in campo difficile da diagnosticare.
5. Microscopio digitale e lavaggio PCBA — gli strumenti che completano il quadro
Il microscopio digitale — quando serve un occhio preciso
Non tutta l'ispezione deve essere automatica. Per l'analisi di guasto, i controlli spot in linea, la verifica in ricezione dei componenti critici — un microscopio digitale di qualità rimane uno strumento insostituibile.
I microscopi digitali moderni offrono risoluzione 4K nativa con autofocus automatico, connettività per condividere le immagini in reparto o da remoto, e un utilizzo immediato senza formazione specialistica. Non sostituiscono AOI e X-ray nella produzione in serie — li affiancano nei momenti in cui serve un'analisi mirata e rapida.
Il lavaggio PCBA — il prerequisito di ogni ispezione affidabile
I residui di flussante non rimossi alterano i risultati di qualsiasi sistema di ispezione a valle: generano falsi positivi nei sistemi ottici, mascherano difetti reali all'ispezione radiografica e impediscono la corretta adesione del conformal coating.
Il lavaggio non è un'operazione estetica. È il prerequisito per ottenere risultati affidabili da qualsiasi sistema di ispezione. Una scheda non lavata produce dati di ispezione inaffidabili — indipendentemente dalla qualità del sistema.
Come scegliere il sistema giusto — le domande che contano
La scelta di un sistema di ispezione dipende da una serie di variabili specifiche del processo produttivo. Queste sono le domande che guidano la valutazione:
• Ho componenti BGA, QFN o altri package con giunzioni nascoste? → X-ray
• Produco ad alto mix con frequenti nuovi prodotti? → AOI con programmazione generativa
• Ho requisiti automotive o medicale con documentazione IPC? → X-ray con report automatico
• Ho problemi di falsi positivi AOI che rallentano la linea? → Sistema con monitoraggio delle performance del programma
• Devo analizzare delaminazioni nei package o difetti di die attach? → C-SAM
• Ho bisogno di ispezione 100% in linea ad alto volume? → AXI
In molti casi la risposta non è un sistema solo — è una combinazione. SPI + AOI copre la maggior parte delle esigenze produttive standard. X-ray aggiunge visibilità dove l'ottica non arriva. C-SAM copre i difetti che né l'ottica né l'X-ray vedono. Il lavaggio prepara la scheda per tutto il resto.